

 1214
1214
 1214
1214
Trước giờ , chúng ta đã quen với khái niệm dao cắt kim loại . Thường thì những con dao này sẽ được chế tạo từ vật liệu rắn , có độ cứng vượt trội hơn so với chi tiết gia công nhưng thật ra vẫn còn những loại dao cắt mà bản thân chúng không phải chất rắn như chúng ta thường nghĩ đến . Vd như tia cắt kim loại bằng nước , bằng tia lửa điện , bằng xung điện định hình ...
Trong khuôn khổ bài viết này , chúng tôi sẽ đề cập đến phương pháp gia công bằng xung điện định hình ( EDM - Electrical Discharge Machining ) .
Khởi nguồn cho phương pháp gia công này được phát hiện bởi một nhà khoa học người Anh ở thế kỷ thứ 18 , thời kỳ mà ngành khoa học về điện đang là trung tâm của mọi cuộc nghiên cứu . Ông ta phát hiện rằng vật liệu kim loại sẽ bị bắn phá bằng sự phóng điện giữa 2 đầu điện cực . Rõ ràng đây là một phát kiến khoa học mang tính chất quan trọng vì thời điểm ấy ngành gia công trên thế giới còn rất yếu , nhu cầu gia công các vật liệu chống ăn mòn bởi hóa chất và ma sát tăng cao nhưng chính vì chúng là vật liệu chống ăn mòn nên việc gia công chúng trở nên khó khăn và đắt đỏ vô cùng . Đáng buồn là thời kỳ ấy ông không có đủ cơ sở máy móc và thiết bị để kiểm soát sự ăn mòn kim loại một cách chính xác , thế là ông đành gác lại phát kiến của mình và mong chờ thế hệ sau sẽ hoàn thành nó .
Joseph Priestley phát hiện ra kim loại bị bắn phá bởi tia điện
Đến năm 1943 , 2 nhà khoa học người Nga là BR. Butinzky và NI. Lazarenko được giao nhiệm vụ nghiên cứu về khả năng chống sói mòn của 2 đầu điện cực Volfram khi phóng điện nhưng họ đã thất bại trong việc ngăn ngừa sự sói mòn ấy . Thú vị thay , trong quá trình nghiên cứu thì họ lại phát hiện ra rằng mặc dù họ không thể ngăn chặn sự sói mòn của 2 đầu cực nhưng họ có thể kiểm soát nó một cách chính xác . Thế là một máy EDM ra đời , chuyên gia công các vật liệu khó tính như Volfram , chiếc máy EDM đầu tiên trên thế giới mang tên Lazarenkos .
Tiếp nối sau đó hàng loại phương pháp gia công bằng xung điện đã ra đời trên khắp thế giới . hiện nay , khi mà ngành gia công đã phát triển rất mạnh mẽ , công nghệ EDM vẫn chiếm được một chổ đứng trong toàn bộ bức tranh của ngành cơ khí thời hiện đại với 2 lĩnh vực chính :
+ gia công tia lửa điện bằng điện cực định hình
+ gia công cắt dây bằng tia lửa điện
Nguyên Lý Hoạt Động :
Trong quá trình nghiên cứu người ta nhận thấy cực dương sẽ bị ăn mòn vì electron từ cực âm bắn phá qua cực dương . Vấn đề là nếu cực âm mang hình thù như thế nào thì cực dương sẽ bị ăn mòn như thế ấy . Vì thế trong gia công EDM người ta dùng cực âm là một cực có hình thù chuẩn xác , cực dương nối vào chi tiết và khi quá trình phóng điện xảy ra chi tiết sẽ bị ăn mòn theo đúng hình dạng mà chúng ta đã định sẵn cho chúng .
Khi cấp điện cho mạch , tụ điện sẽ dự trữ 1 nguồn năng lượng đủ lớn để tạo ra một tia lửa điện đủ để ăn mòn vật liệu. Thời điểm 2 cực âm dương gần như chạm nhau ( một khoảng cách đủ nhỏ để electron từ cực âm có thể phóng thẳng qua cực dương ) thì mạch điện sẽ bị ngắn mạch , toàn bộ lượng điện năng trong tụ sẽ ào ạt phóng ra ngoài tạo thành những tia lửa điện . Quá trình này xảy ra trong khoảng thời gian cực ngắn chỉ vài phần ngàn giây . Lực va chạm của tia lửa điện rất mạnh đánh bật phoi ra ngoài .
Vì 2 cực không chạm nhau mà chỉ tiến tới 1 khoảng cách đủ gần để tia lửa điện xuất hiện nên môi trường nằm giữa chúng phải là một môi trường điện môi phù hợp . Người ta thường dùng 1 dung dịch đặc thù để thúc đẩy quá trình phóng điện xảy ra tốt hơn .
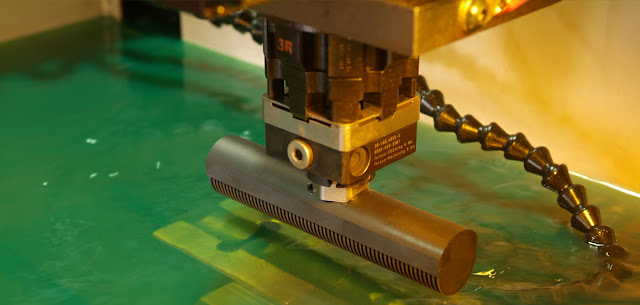
Hình ảnh trên thấy rõ điện cực âm là dao , chi tiết gắn với điện cực dương và một chất lỏng đặc thù dùng để thúc đấy quá trình phóng điện
EDM có những bất lợi là phải gia công điện cực âm , quá trình ăn mòn điện cho ra một bề mặt không có độ bóng như phay tiện hay bào , trên bề mặt gia công còn bị cháy xém vì vậy sau khi gia công chúng ta lại phải đánh bóng chúng lại . Thuận lợi là thời gian gia công tương đối nhanh , vì chỉ cần bắn tia lửa điện sau một khoản thời gian là cả 1 bề mặt bên cực dương sẽ được gia công một cách đồng loạt . Thêm vào đó khi dùng EDM cho các lỗ - hốc sâu , gia công các ren trong lỗ thì sẽ thuận lợi hơn so với các phương pháp gia công khác vì thay vì phải tiện lổ trực tiếp , chúng ta chỉ cần tiện trụ đơn giản cho cực âm . Với các ưu điểm như vậy gia công EDM sẽ vẫn là một phương pháp gia công quan trọng trong ngành cơ khí hiện nay.
Trong khuôn khổ bài viết này , chúng tôi sẽ đề cập đến phương pháp gia công bằng xung điện định hình ( EDM - Electrical Discharge Machining ) .
Khởi nguồn cho phương pháp gia công này được phát hiện bởi một nhà khoa học người Anh ở thế kỷ thứ 18 , thời kỳ mà ngành khoa học về điện đang là trung tâm của mọi cuộc nghiên cứu . Ông ta phát hiện rằng vật liệu kim loại sẽ bị bắn phá bằng sự phóng điện giữa 2 đầu điện cực . Rõ ràng đây là một phát kiến khoa học mang tính chất quan trọng vì thời điểm ấy ngành gia công trên thế giới còn rất yếu , nhu cầu gia công các vật liệu chống ăn mòn bởi hóa chất và ma sát tăng cao nhưng chính vì chúng là vật liệu chống ăn mòn nên việc gia công chúng trở nên khó khăn và đắt đỏ vô cùng . Đáng buồn là thời kỳ ấy ông không có đủ cơ sở máy móc và thiết bị để kiểm soát sự ăn mòn kim loại một cách chính xác , thế là ông đành gác lại phát kiến của mình và mong chờ thế hệ sau sẽ hoàn thành nó .
Joseph Priestley phát hiện ra kim loại bị bắn phá bởi tia điện
Đến năm 1943 , 2 nhà khoa học người Nga là BR. Butinzky và NI. Lazarenko được giao nhiệm vụ nghiên cứu về khả năng chống sói mòn của 2 đầu điện cực Volfram khi phóng điện nhưng họ đã thất bại trong việc ngăn ngừa sự sói mòn ấy . Thú vị thay , trong quá trình nghiên cứu thì họ lại phát hiện ra rằng mặc dù họ không thể ngăn chặn sự sói mòn của 2 đầu cực nhưng họ có thể kiểm soát nó một cách chính xác . Thế là một máy EDM ra đời , chuyên gia công các vật liệu khó tính như Volfram , chiếc máy EDM đầu tiên trên thế giới mang tên Lazarenkos .
Tiếp nối sau đó hàng loại phương pháp gia công bằng xung điện đã ra đời trên khắp thế giới . hiện nay , khi mà ngành gia công đã phát triển rất mạnh mẽ , công nghệ EDM vẫn chiếm được một chổ đứng trong toàn bộ bức tranh của ngành cơ khí thời hiện đại với 2 lĩnh vực chính :
+ gia công tia lửa điện bằng điện cực định hình
+ gia công cắt dây bằng tia lửa điện
Nguyên Lý Hoạt Động :
Trong quá trình nghiên cứu người ta nhận thấy cực dương sẽ bị ăn mòn vì electron từ cực âm bắn phá qua cực dương . Vấn đề là nếu cực âm mang hình thù như thế nào thì cực dương sẽ bị ăn mòn như thế ấy . Vì thế trong gia công EDM người ta dùng cực âm là một cực có hình thù chuẩn xác , cực dương nối vào chi tiết và khi quá trình phóng điện xảy ra chi tiết sẽ bị ăn mòn theo đúng hình dạng mà chúng ta đã định sẵn cho chúng .
Khi cấp điện cho mạch , tụ điện sẽ dự trữ 1 nguồn năng lượng đủ lớn để tạo ra một tia lửa điện đủ để ăn mòn vật liệu. Thời điểm 2 cực âm dương gần như chạm nhau ( một khoảng cách đủ nhỏ để electron từ cực âm có thể phóng thẳng qua cực dương ) thì mạch điện sẽ bị ngắn mạch , toàn bộ lượng điện năng trong tụ sẽ ào ạt phóng ra ngoài tạo thành những tia lửa điện . Quá trình này xảy ra trong khoảng thời gian cực ngắn chỉ vài phần ngàn giây . Lực va chạm của tia lửa điện rất mạnh đánh bật phoi ra ngoài .
Vì 2 cực không chạm nhau mà chỉ tiến tới 1 khoảng cách đủ gần để tia lửa điện xuất hiện nên môi trường nằm giữa chúng phải là một môi trường điện môi phù hợp . Người ta thường dùng 1 dung dịch đặc thù để thúc đẩy quá trình phóng điện xảy ra tốt hơn .
Hình ảnh trên thấy rõ điện cực âm là dao , chi tiết gắn với điện cực dương và một chất lỏng đặc thù dùng để thúc đấy quá trình phóng điện
EDM có những bất lợi là phải gia công điện cực âm , quá trình ăn mòn điện cho ra một bề mặt không có độ bóng như phay tiện hay bào , trên bề mặt gia công còn bị cháy xém vì vậy sau khi gia công chúng ta lại phải đánh bóng chúng lại . Thuận lợi là thời gian gia công tương đối nhanh , vì chỉ cần bắn tia lửa điện sau một khoản thời gian là cả 1 bề mặt bên cực dương sẽ được gia công một cách đồng loạt . Thêm vào đó khi dùng EDM cho các lỗ - hốc sâu , gia công các ren trong lỗ thì sẽ thuận lợi hơn so với các phương pháp gia công khác vì thay vì phải tiện lổ trực tiếp , chúng ta chỉ cần tiện trụ đơn giản cho cực âm . Với các ưu điểm như vậy gia công EDM sẽ vẫn là một phương pháp gia công quan trọng trong ngành cơ khí hiện nay.
Last edited by a moderator: